题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
轮毂上键槽的尺寸标注包括三部分内容,键槽的宽度和深度,含键槽的轴径(直径d)。查教材386页附表28明确t1和t2的含义后,轮毂上键槽的深度应标注()的代数值。
A.t2
B.d-t2
C.d+t2
D.d+t1
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.t2
B.d-t2
C.d+t2
D.d+t1
答案
 更多“轮毂上键槽的尺寸标注包括三部分内容,键槽的宽度和深度,含键槽的轴径(直径d)。查教材386页附表28明确t1和t2的含义后,轮毂上键槽的深度应标注()的代数值。”相关的问题
更多“轮毂上键槽的尺寸标注包括三部分内容,键槽的宽度和深度,含键槽的轴径(直径d)。查教材386页附表28明确t1和t2的含义后,轮毂上键槽的深度应标注()的代数值。”相关的问题
第3题
试将下列表面粗糙度轮廓技术要求标注在图1.5-5上(未指明者皆采用默认的标准化值):

①圆锥面a的表面粗糙度轮廓参数Ra的上限值为4.0μm;
②轮毂端面b和c的表面粗糙度轮廓参数Ra的最大值为3.2μm;
③声30mm孔最后一道工序为拉削加工,表面粗糙度轮廓参数Rz的最大值为10.0μm,并标注加工纹理方向;
④“8±0.018”键槽两侧面的表面粗糙度轮廓参数Ra的上限值为2.5μm;
⑤其余表面的表面粗糙度轮廓参数Rz的最大值为40μm。
第4题
已知齿轮和轴用A型普通平键连接,孔的直径为40mm,查表确定键和键槽尺寸,并完成下列各图,标注键槽尺寸。
(1) 轴
(2) 齿轮
(3) 齿轮和轴连接
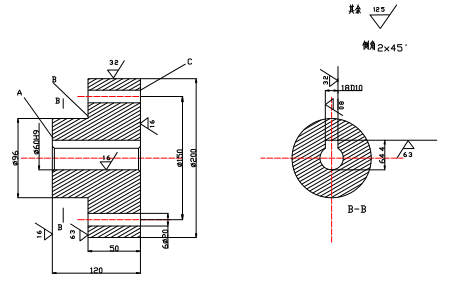
第7题
试将下列技术要求标注在自测题图5—1上。
(1)φd圆柱面的尺寸为 ,采用包容要求,φD圆柱面的尺寸为
,采用包容要求,φD圆柱面的尺寸为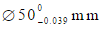 ,采用独立原则。
,采用独立原则。
(2)φd表面粗糙度的最大允许值为Ra=1.25μm,φD表面粗糙度的最大允许值为Ra=2μm。
(3)键槽侧面对φD轴线的对称度公差为0.02mm。
(4)φD圆柱面对φd轴线的径向圆跳动量不超过0.03mm,轴肩端平面对φd轴线的端面圆跳动不超过0.05mm。
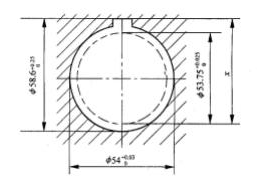
第8题
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至D1=φ53.750+0.025mm;
(2)拉键槽保证尺寸x,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸D=φ540+0.03mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。试求拉键槽的工序尺寸x。
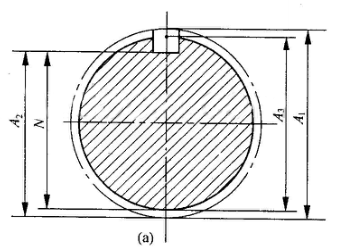
第10题
要求在轴上铣一个键槽,如图所示。加工顺序为车削外圆A1=φ70.05-00.11mm;铣键槽尺寸为A2;磨外圆A3=φ70-00.06mm,要求磨外圆后保证键槽尺寸为N=62-00.03mm,求键槽尺寸A2。